

浏览数量: 15 作者: 本站编辑 发布时间: 2023-09-26 来源: 本站
在双螺杆配混中,大多数工程师都认识到能够配置螺杆元件的好处。以下是您需要了解的有关测序桶切片的信息。
与其他塑料工艺相比,双螺杆挤出机的设计具有优势。充分的灵活性使工艺工程师能够配置挤出机,以优化工艺并产生可实现的性能。大多数工程师都认识到能够配置螺钉的好处。桶部也可以四处移动,为手头的工艺提供布置。
单螺杆挤出和注塑成型等工艺通常具有固定螺杆和机筒配置。一旦设计了流程,它基本上是固定的。任何变化都需要切割金属,导致简单更改的潜在高成本。例如,为单螺杆挤出机添加通风口需要修改机筒并制造新的螺杆。这些操作中的每一个都可能非常昂贵。
相比之下,双螺杆挤出机是完全可配置的。它可以被视为一系列单元操作,可以根据需要安排以优化过程。分段式机筒和螺杆提供了其他聚合物工艺所没有的灵活性。机筒部分的正确顺序以及相应的螺杆元件可以实现广泛的工艺专业化。
将双螺杆挤出机视为一系列单元操作,工艺工程师有机会解决以下问题:
• 固体输送;
• 聚合物熔化;
• 可定制的添加剂混合到熔体中;
• 液体注射;
• 下游添加添加剂;
• 通风(大气和真空);
•泵;
•传热;
• 化学反应,在反应挤出的情况下。
在这里,我们将讨论枪管的配置以及如何将每个枪管部分用于各种操作。在后面的文章中,我们将研究螺钉配置以及每种元件类型对上面列出的各种单元操作的有效性。
机筒配置
我们大多数人不认为重新配置挤出机的机筒是一种实用的选择。然而,某些功能的位置会对双螺杆挤出机的能力和配混操作的有效性产生深远的影响。幸运的是,双螺杆挤出机提供了许多具有成本效益的选择。大多数制造商提供分段式双螺杆机筒,由直径为四、五或六的单个部分组成。每个料筒部分都独立加热和冷却,以提供精确的料筒温度控制。
可以根据配混要求安排料筒布局以优化工艺。
从仅由电机、齿轮箱和机架组成的裸机开始,我们可以根据需要根据所制造的化合物构建挤出机的工艺部分。对于小型实验室和中试工厂生产线,可以根据需要重新布置料筒部分,以优化开发过程中的工艺。显然,对于大型双螺杆挤出机来说,频繁更换是不可取的,因为在大而重的机筒部分周围移动是不切实际的。同样,在大型生产线上很少更换螺杆,而实验室机器的螺杆配置可能每天都会更换。
可以根据配混要求安排料筒布局以优化工艺。通常,选择布局后不会更改。工艺工程师应该记住,改变料筒布局是可能的,如果所需的单元操作不符合选择顺序,可以考虑改变。但是,虽然可能,但重新排列枪管并不常见。
开放式筒体截面
一些机筒部分设计提供了双螺杆挤出机独有的可配置性。我们将大致和更深入地研究这些机筒类型中的每一种,因为我们将每个机筒部分与特定于挤出机该部分的单元操作的适当螺杆配置配对。
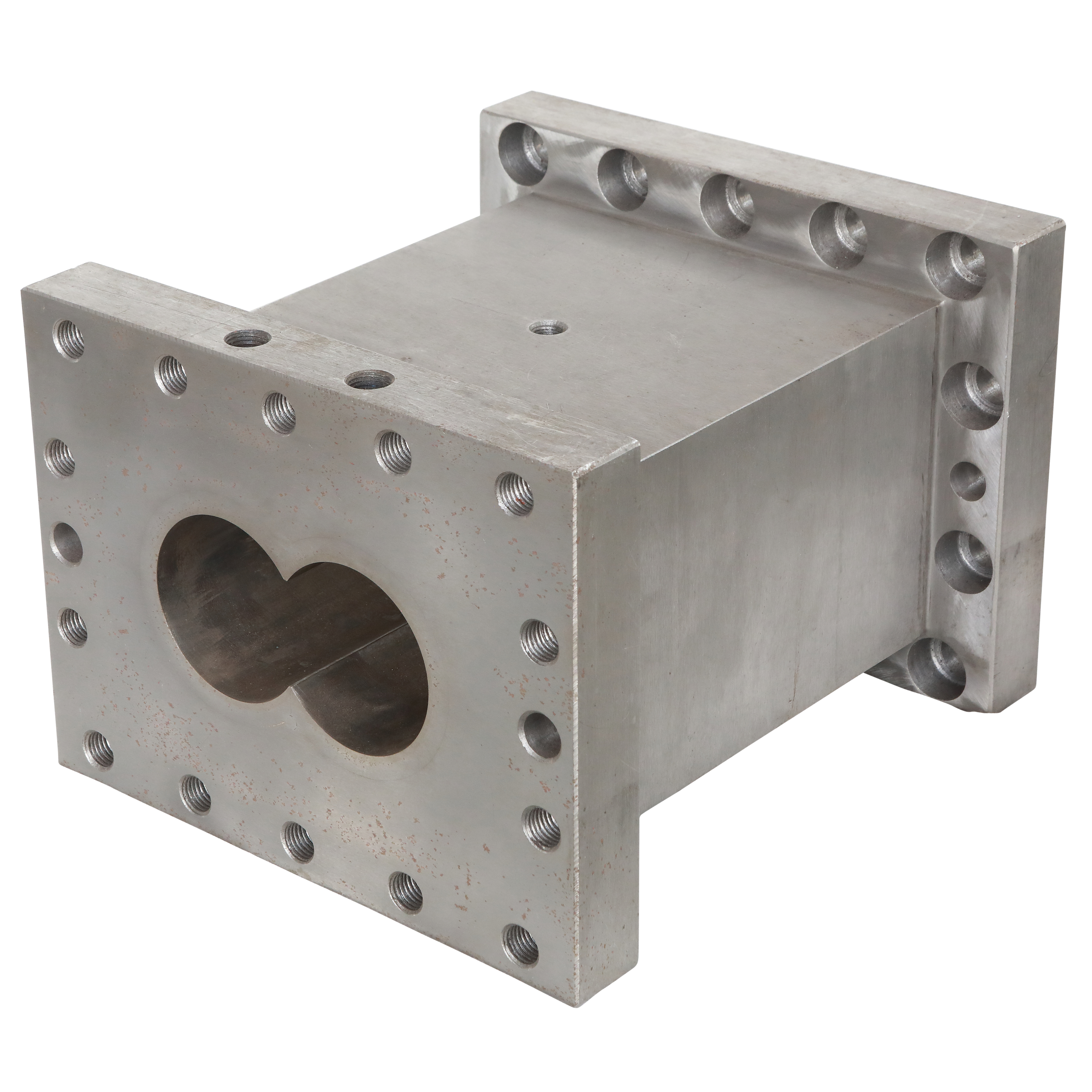
每个机筒部分都有一个 8 字形通道,螺杆轴通过该通道。开放式桶是具有开口以允许挥发物进料或排气的桶。相同的开放式桶设计可用于进料和排气,并且可以放置在整个桶的任何位置。
喂料:显然,必须将材料引入挤出机才能开始该过程。进料桶是一个开放的桶段,其设计使得料筒顶部存在一个开口,物料通过该开口进料。
进料桶最常见的位置是料筒 1 位置,即工艺段中的一个料筒。颗粒和自由流动的颗粒用喂料机计量,使它们通过进料桶直接落到螺杆上。
堆积密度低的粉末通常是一个挑战,因为空气中通常会夹带掉落的粉末。逸出的空气会阻塞轻质粉末的流动,从而降低粉末以所需速率进料的能力。
喂入粉末的一种选择是在挤出机的前两个料筒位置有两个开放的机筒部分。在此设置中,粉末被送入桶 2,允许夹带的空气从桶 1 排出。这种配置称为后通风口布置。后通风口为空气提供了一条离开挤出机的通道,而无需备份进料槽。随着空气的去除,粉末可以更有效地进料。
一旦聚合物和添加剂被送入挤出机,这些固体就会被输送到熔融区,在那里聚合物被熔化并与添加剂混合。添加剂也可以使用侧面进料器在熔融区的下游进料。
用于此操作的桶部分称为侧进给桶。除了用于挤出机螺杆的图8外,机筒侧面的第二个图8开口允许侧填充器直接连接到挤出机,以便将添加剂填充到熔融聚合物中。标准开口桶通常位于侧进料器的上游,作为通风口,以允许任何夹带的空气逸出。
带有开放式通风口的侧进给枪管的更紧凑版本称为后通风组合桶。这既有一个与双螺杆进料器相匹配的 8 字形,又有一个位于桶段顶部朝向桶段上游端的小通风口,用于空气逸出。
排气:开口桶段也可用于排气;在聚合物被迫通过模具之前,必须在配混过程中产生的挥发性蒸汽排出。
通风口最明显的位置是朝向挤出机的排放端。该排气口通常连接到真空泵,以确保聚合物熔体中夹带的所有挥发物在通过模具排放之前被去除。熔体中残留的蒸汽或气体将导致颗粒质量差,包括起泡和堆积密度降低,这可能会影响颗粒的包装效果。
对于至少 10 个桶长 (L/D ≥40) 的挤出机,我更喜欢将此排气口放置在模具上游的两个桶段。通常,如果挤出机头部压力上升过高,熔融聚合物可能会回流到通风口中。在配混运行期间,头部压力可能会发生变化,尤其是在筛网严密的情况下。如果聚合物熔体的粘度较低,聚合物将回流并从通风口流出。在排放之前将排气口定位在两个桶段基本上消除了这种可能性,从而使运行更稳定。
如果存在高水平的挥发物,如果注入稀释剂以去除不需要的挥发物,或者如果反应产生大量液体/蒸汽副产物,则可以沿挤出机的长度添加额外的通风口,包括大气和真空。
封闭式筒体截面
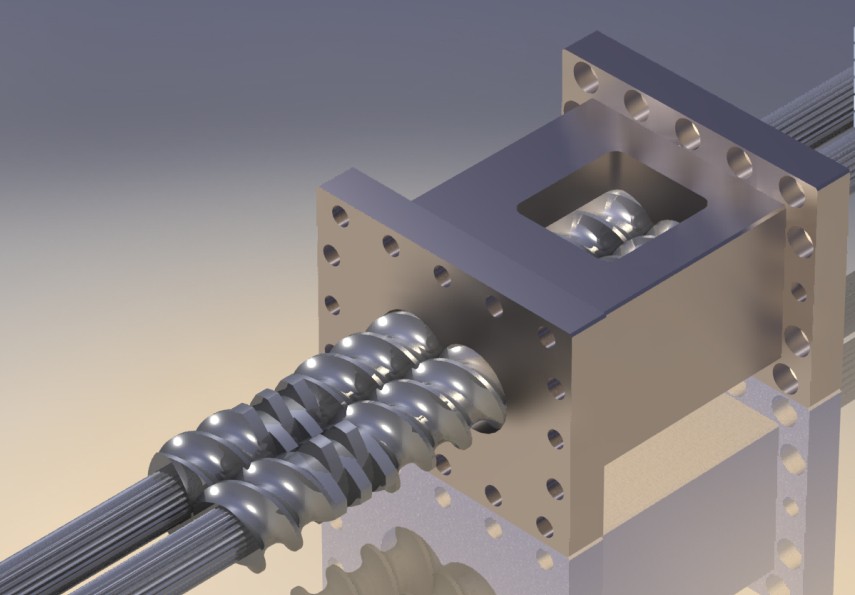
当然,最常见的枪管部分设计是封闭式枪管部分。该机筒部分将聚合物熔体完全包裹在挤出机的所有四个侧面,只有一个数字 8 通过螺钉的中心开口。
一旦聚合物和任何其他添加剂完全进入挤出机,材料就通过挤出机输送,聚合物熔化,所有添加剂和聚合物混合。封闭的料筒部分在挤出机的所有侧面提供温度控制,而开放式料筒的加热器和冷却通道较少。
通常,挤出机将由制造商组装,其机筒布局与所需的工艺配置相匹配。在大多数配混系统中,挤出机在料筒 1 中有一个开放的机筒。该进料部分之后是几个封闭的桶,用于输送固体、熔化聚合物以及将熔融聚合物和添加剂混合在一起。组合桶可以位于桶 4 或 5 处,以便侧面进料添加剂,然后是几个封闭桶以继续混合。真空排气口位于挤出机末端附近,然后是模具前的一个封闭机筒 组装机筒的示例如图2所示。
挤出机的长度通常表示为长度与公称螺杆直径(L/D)的比值。通过这种方式,放大变得更加容易,因为L/D为40:1的小型挤出机可以放大到直径更大的挤出机,长度为40:1 L/D。